Work: Alignment of the roller head
IMPORTANT:
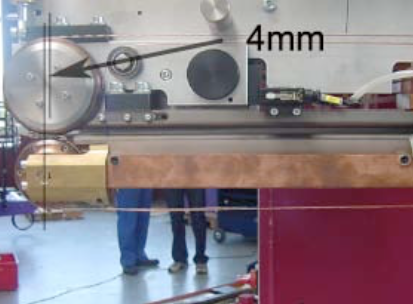
The center of the upper roller head must be approx. 4mm ahead of the center of lower roller head. This setting supports the achievement of accurate overlap during the welding process.
Procedure:
Switch off the air supply, the welding roller heads should touch each other.
Loose the chain tensioner.

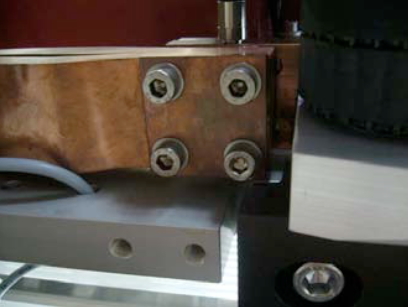
Undo the 4 x M8 screws of the current band
Undo the 4 x M8 screws of the motor to reduce the tension of the timing belt.

Undo the 2 x M8 screws of the oscillator to loose the connection to the welding pressure.

Undo the 2 x M12 screws of the oscillator.

Adjust the oscillator, in order to achieve the offset of 4 mm (see explanation in the first frame).
Tighten the oscillator.
Question: Are both wires lined up accurately? If not, undo the oscillator once more to shift it slightly sideways.
IMPORTANT: Check if the welding roll touches the oscillator. If yes, adjust the welding roll sideways.
The remaining work is, to perform the reverse sequence of the procedure.
