We may have delivered some L1 and/or L2, with a wrong adjustment:
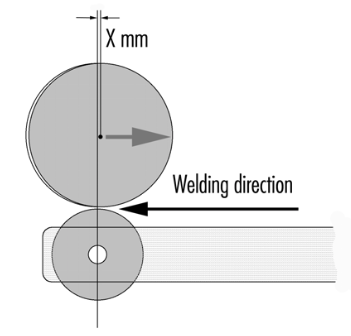
The center of the welding wheel/rollerhead with the welding ring diameter 140 mm, shouldbeX=4-6mmbeforethecenterof the fixed welding roller. It can create difficulties to keep the overlap, especially on long pieces.
Procedure:
L1 & L2
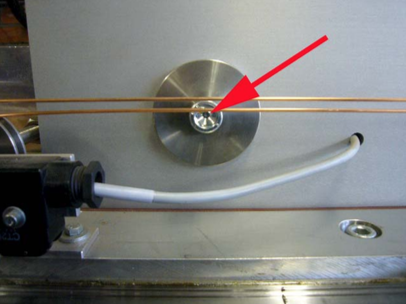
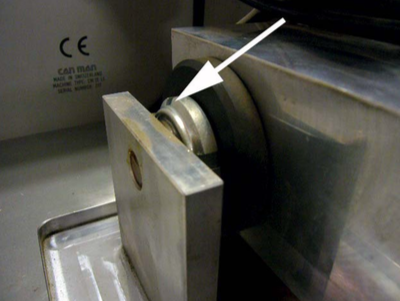
Undo this screw.
L1
Turn the nut softly with screwdriver and plastic hammer.
L2
Turn the nut softly with screwdriver and plastic hammer.

L1
Shift the unit with welding wheel, according to the sketch, to achieve the offset of 4 – 6 mm.
L2
Shift the unit welding wheel, according to the sketch to achieve the offset of X = 4 – 6 mm
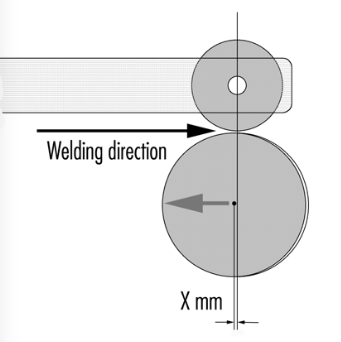
NOTE: This offset will help to keep the welding piece in the Z-bar grooves during the welding process.
Don’t forget to tighten the nut and screw, after the successful procedure.

We like to apologize for the inconvenience caused and thank you for your support.
