Problem:
Canbody transport motor doesn’t move correctly to the reference position, or stops, or changes the direction of rotation, or the display of the servo controller U7 shows „IMax“ or „P03 trip“.
Possible Causes & Resolutions:
To check:

Possible causes:
Replace the belt dogs:
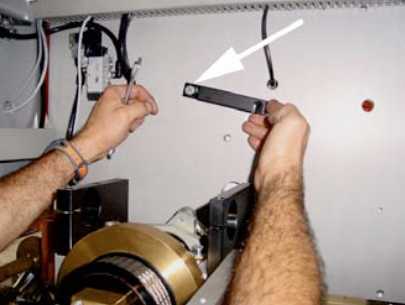
Turn the polygon shaft until the belt dog is easy accessable from side of the machine.
Loose the two screws on each belt dog.
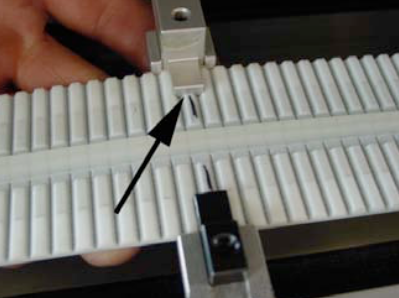
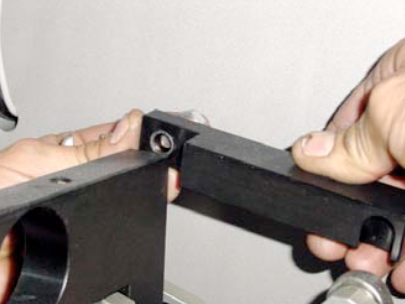
Then replace the belt dogs, be careful that belt dog, is correctly placed in the timing belt, as shown in the picture.
NOTE:
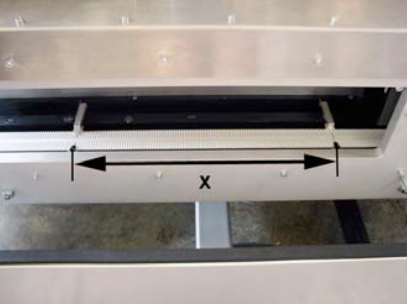
If you need to place the belt dogs, in a new location, due to a damaged belt area, make sure that the distance x is always the same around the entire belt loop.
Also make sure that inside and outside belt dogs are corresponding to each other!
Exchange the body transport belt
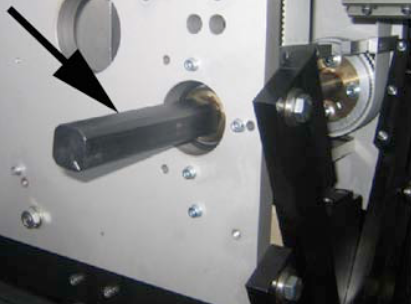
Turn the polygon shaft until a belt dog is inline with reference 3.

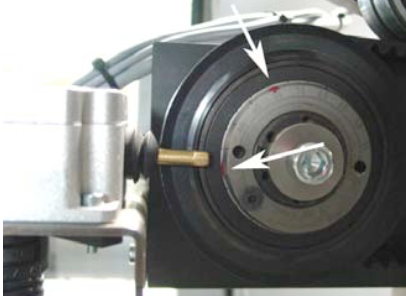
Take off the bracket (see picture),in the back of the front plate.
Then mount the screw loosely to side plate of the synchrostar unit.
Slide the slot of the bracket around the crank handle and tighten the screw.
Now you have to release the tension of the synchrostar belt, by loosing the M12 screw.

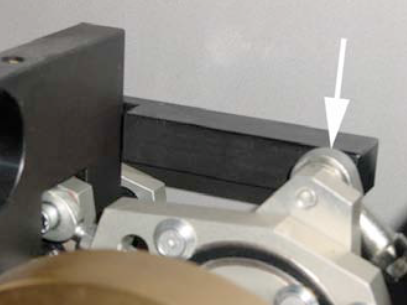
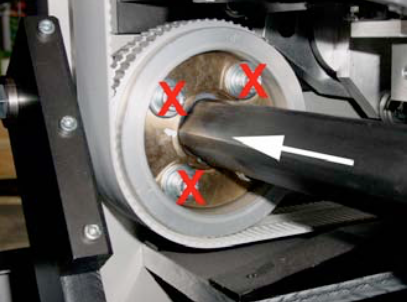
Then release the tension of the body transport belts. The white arrow shows you where you can release the tension of the outside belt. The inner belt has the same feature.

Untighten the two set screws.
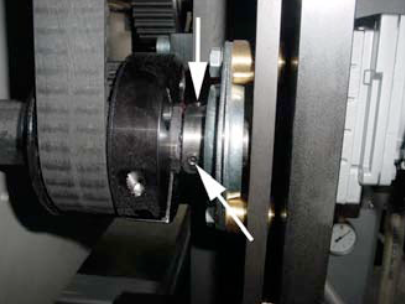
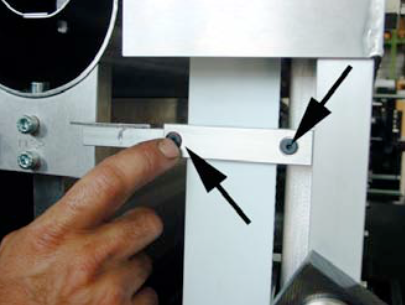
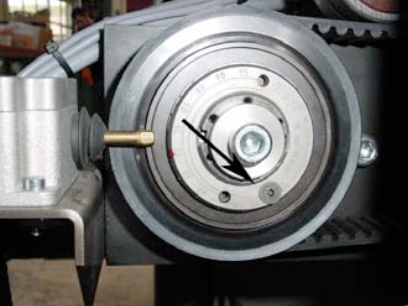
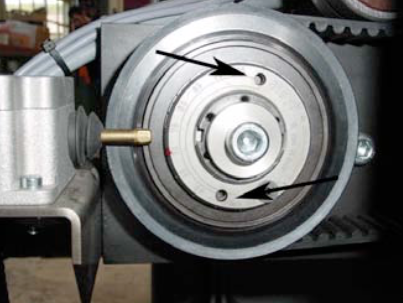
Loose sligthly the three M8 screws (1) first, then undo the M8 screw sligthly too (2). Now you can release the clamping force by turning the M8 nut (3) a little bit.
Now, you should be able to move shaft to the front of the machine and to replace both body transport belts.
NOTE:
Do not loose any other screws, as for example the red marked ones in the picture.
After you have replaced the body transport belts, follow the above instruction in the reverse sequence.
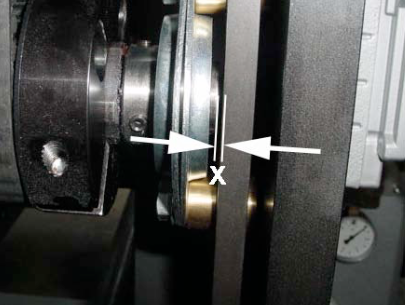
NOTE:
When you push back the polygon shaft and clamp it, make sure that you keep a clearance of x=1mm as shown in the picture.
This is a sample, where the synchronsation is too early. The blank hit the finger/dog of the body transport.
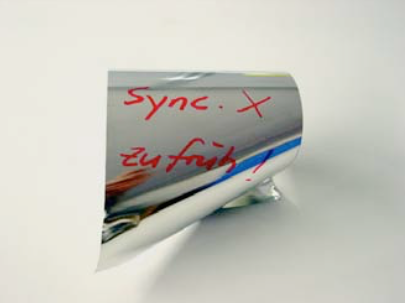
Here the synchronsation is too late. The blank came in alright, but the finger/dog came too early to do the start the transport.
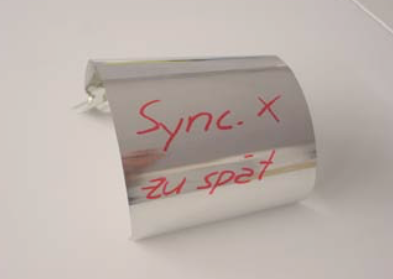
Here a different angle of the damaged blank (late synchronisation).

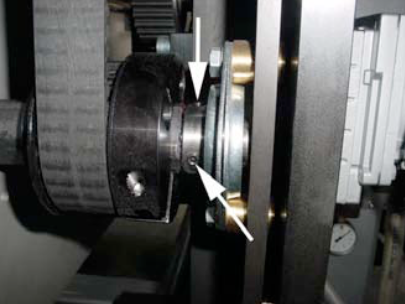
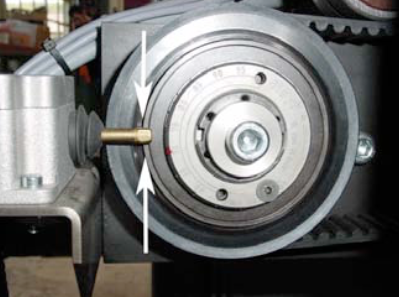
How is the distance between the clutchring and the switch?
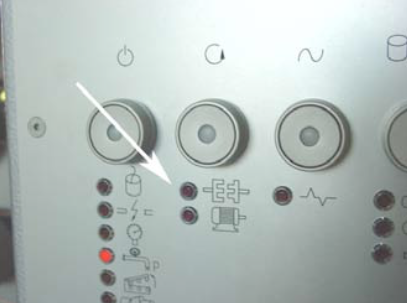
Trigger the clutch by hand and check if the red LED light comes on.
This is the LED, which should light up.
Try if you can hold the polygon shaft by hand tightly and trigger the clutch and therefore an immediate machine stop.

If you need to alter the torque of the clutch, do the following:
Loose both black screws of the guiding channel.

Pull the channel to the back of the machine.

Now you can see the clutch.

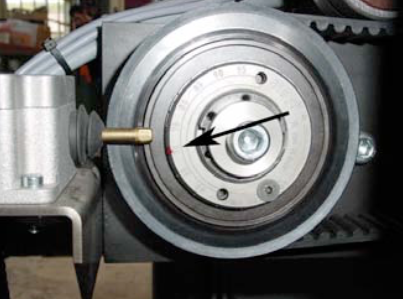
The basic setting should be 70 NM – see the red mark.
Loose the countersunk screw and take the screw out.
Turn the clutch clockwise with a special tool or a drift punch and a plastic hammer.
You can reduce or increase the torque by steps off 5 Nm, in order to fit the countersunk screw in.
(Picture shows a reduction to 50 Nm)
Now push back the channel back into the machine and tighten the black screws.

For further information find the Mayr clutch manual here:
Possible cause:
