Possible cause:
Corrective measure:
Cause:
The actual value of the weld power limiter increases with the heating of the machine.
Corretive:
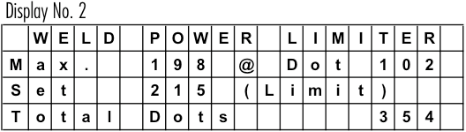
Readjust the weld power limiter, to a higher value. Observe the “Max” value from a “cold “ start to a “warm up” machine during production. See also note below.
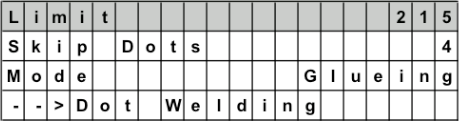
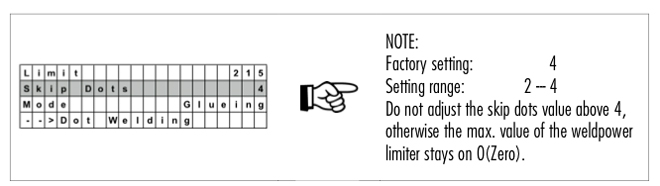
NOTE:
Power limit to activate the weld guard (stitch welding). Normally 5 – 10 % more than the actual “Max” value during production.
0 = Weld Power Limiter Off !
Problem:
The display shows the set current value, but the duty cycle is very low or 0%!
Possible cause:
DO NOT ATTEMPT TO SWITCH “ON” THE CURRENT ANYMORE!
Further attempts to switch on the current, can destroy or damage the semiconductors (IGBT) in the Pacemaker!
Important requirements:
Possible problems, if the overlap function does not work!
Possible cause:
Problem:
Possible cause(s):
NOTE: The reason for the low current is due to an open circuit. The wire might be also hot in this case. If you have in general a high power percentage you might reduce the frequency.
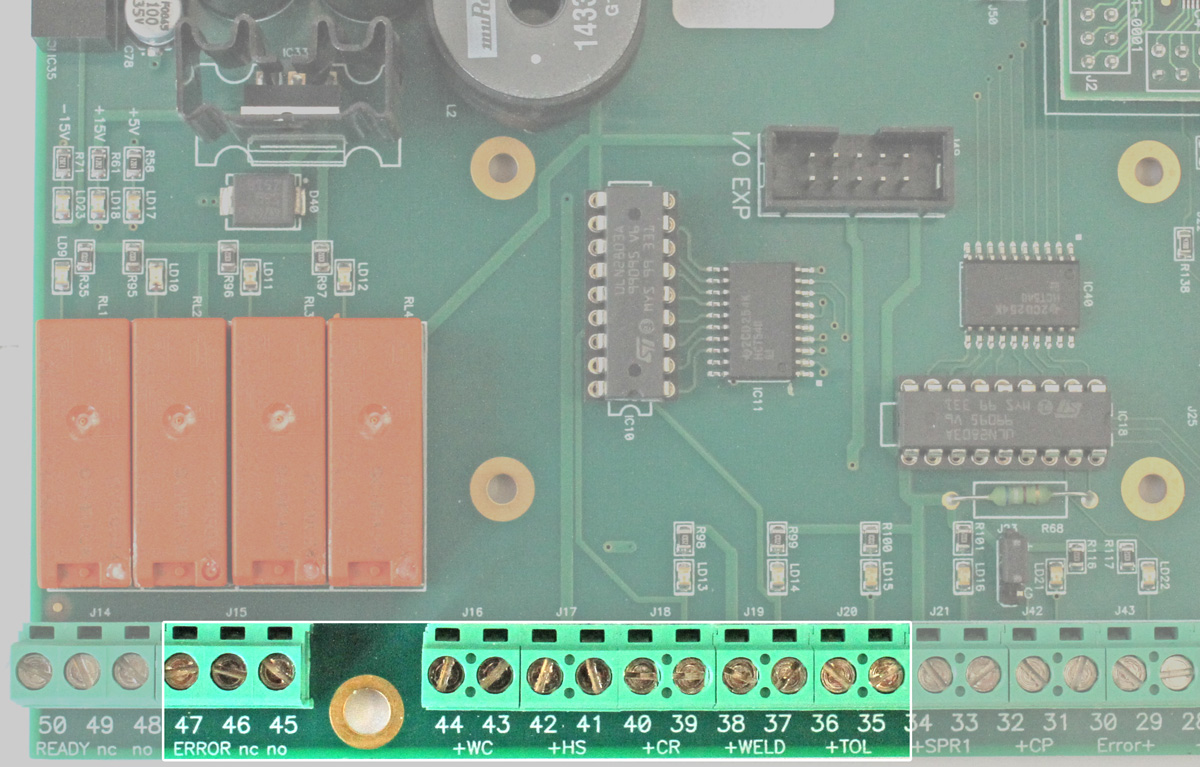
The Pacemaker has the following options to connect the output of the weld power limiter to other systems/controls (i.e. can rejection control):
Check the main supply
R-380VAC (L1), S-380VAC (L2), T-380VAC (L3).

Check if all green LED’s are “ON”.

Check in the display of pacemaker the actual displayed voltage R, S and T! (old version PM)
If you can see these values and one of them looks to low, you can adjust it with the three small potentiometer on left side of processor board (old version PM).