Possible causes:
Possible Cause:
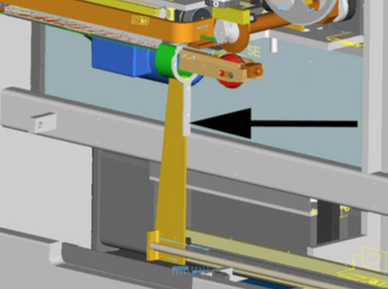
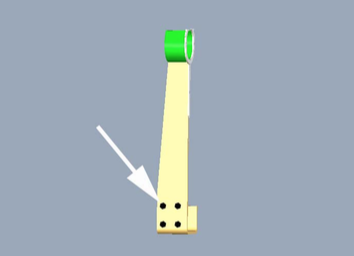
The position of the infeed arm might have shifted, due to a crash or loose screws!
double check the correct position.
Therefore insert „0“ to the can height setting and press „GO“.
NOTE:
If you ever changed the overtravel setting in the tuning level, set this value to „1“.

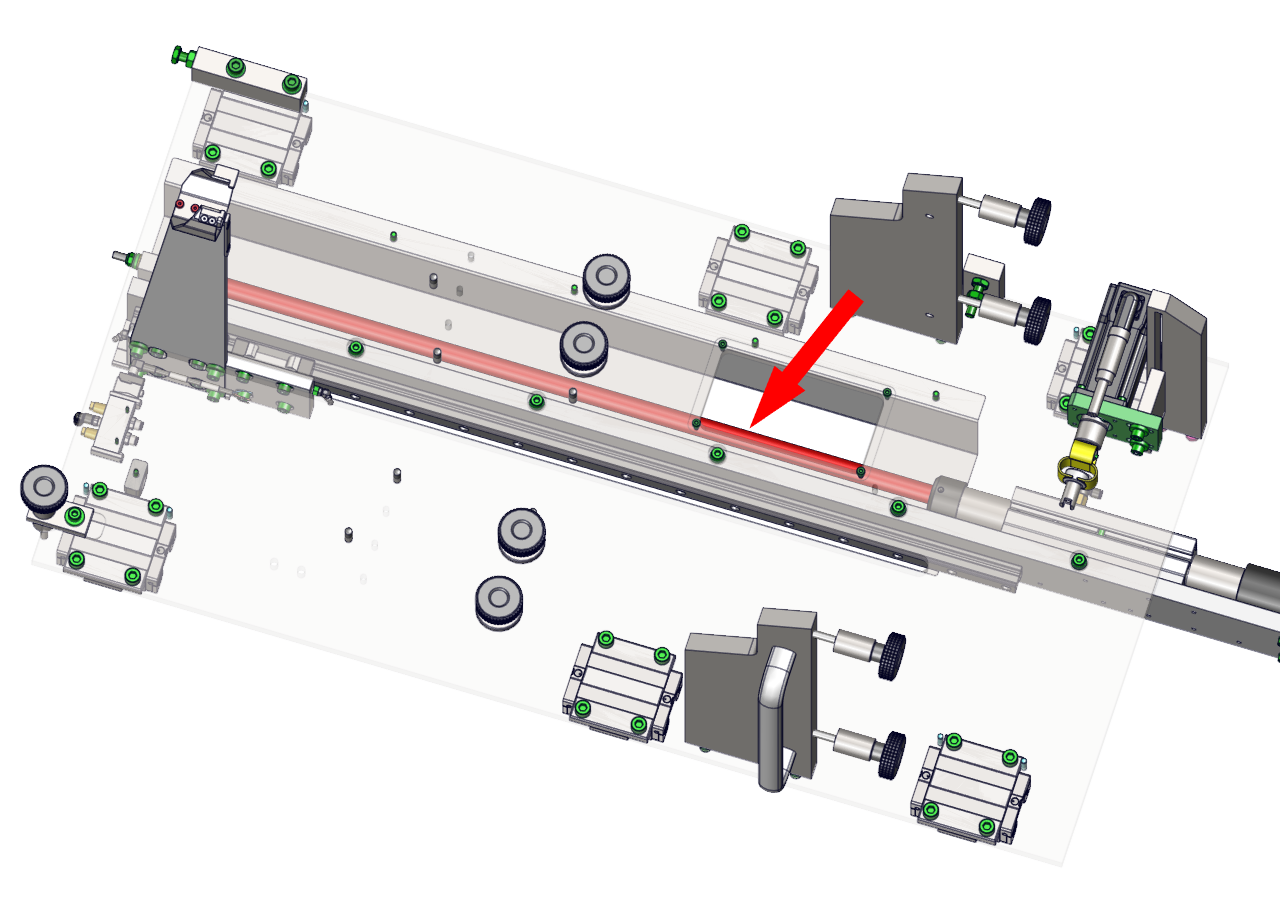
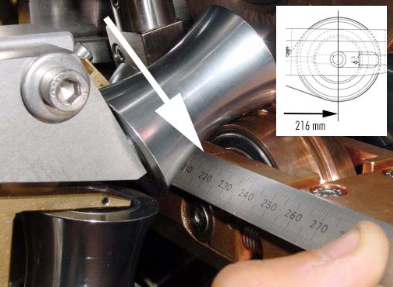
Now measure the distance from the infeed arm to center of the welding roll.
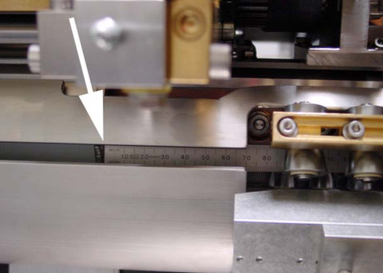
The correct reading should be: 216 mm!
NOTE:
With this reading the canbody will have 1 mm overtravel.
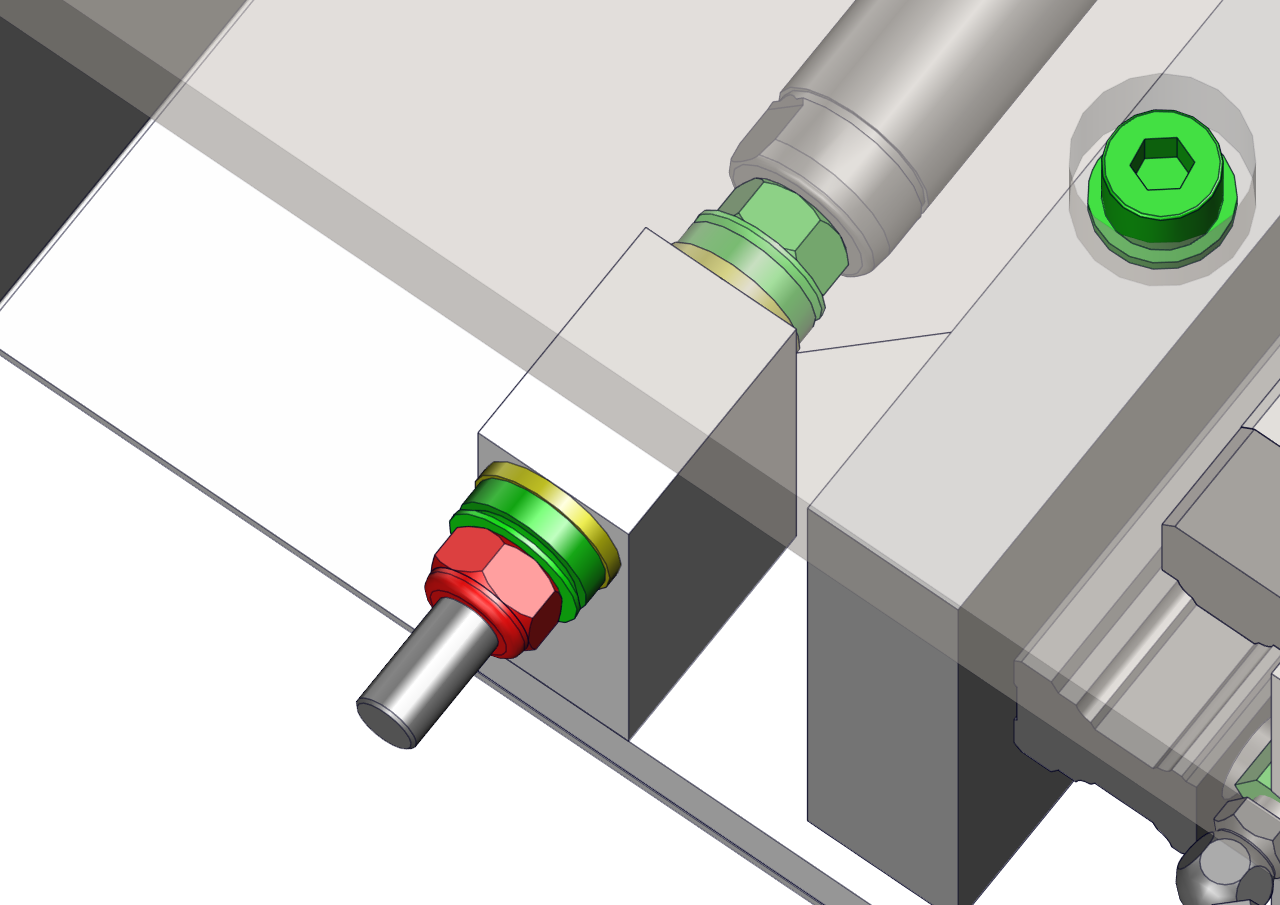
Find the correct position by undoing the four fixing screws of the infeed arm!
NOTE:
This adjustment described above, is only applicable for the old type of CMX8, since the new version has a slot to prevent this issue.
Possible cause:
This can only happen on higher can heights. The canbody to be welded, is extending with its back into the rollforming area, while the next tin plate is coming out of rollformer and touches the backside of the tin plate. The sharp edge of the rollforming plate scratches paint away. This paint is being welded thereafter in the seam.
Correction:
Problem:
Error message: “Jam canbody transport”
Possible Causes & Resolutions:
Additionally checkpoints for X8 with air cylinder downstacker
NOTE: If you did remove the bracing, reassemble correctly. Check the insulation and tighten the self-locking nut only slightly, that the connection can adjust itself.