Problem:
The push fingers to feed the stripes into the 2. operation do not work or do not always work properly and no error message appears.
Possible Causes & Resolutions:

Possible solutions:
Problem:
Everything looks fine but the drives do not start if the green button “Production On” is pressed.
Possible Causes & Resolutions:
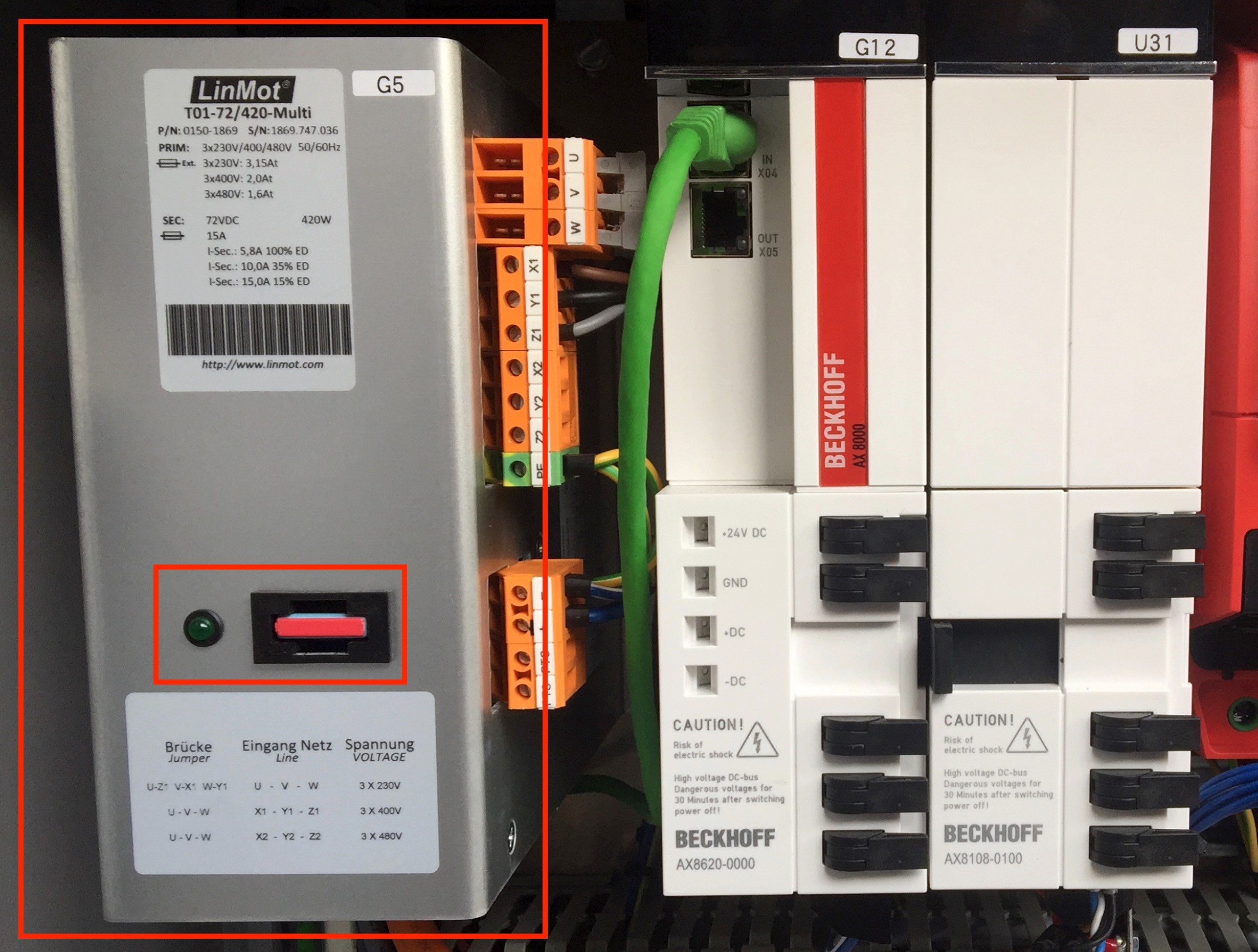
The main power supply 72 VDC of the Linmot controller is missing:
Check the power supply G5 inside the control panel on the second table (see attached picture). Most probably the 15 Amp. fuse is melted. Replace the broken fuse with a new one.
Problem:
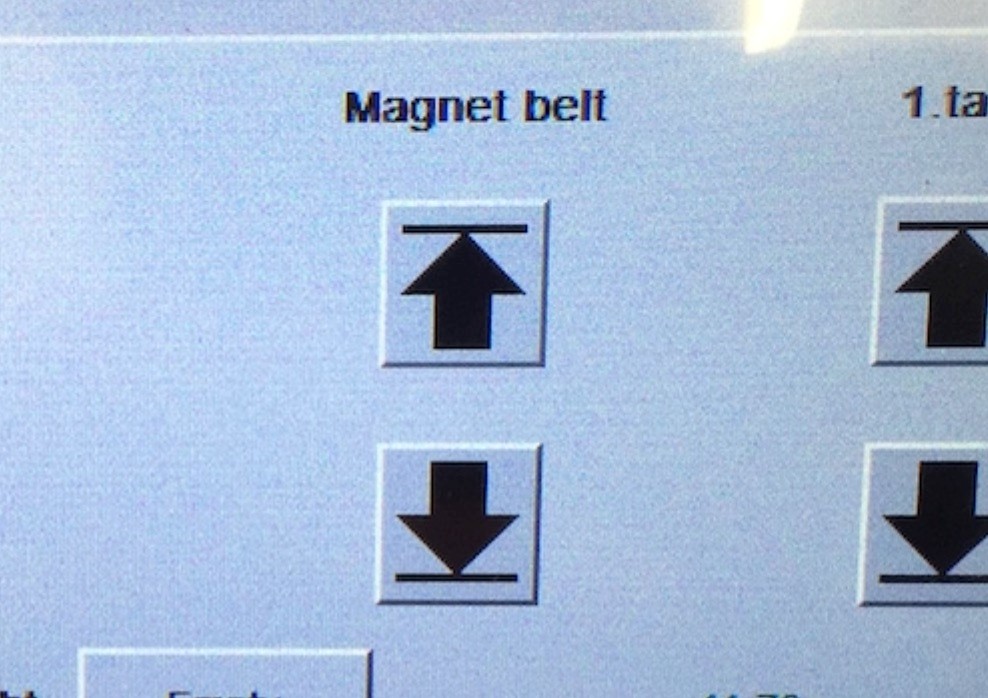
Error message „Magnet belt not down” displayed on HMI (magnet belt does only exist on the 2. table on a duplex slitter), and arrow buttons „Up” and „Down” for magnet belt are not visible anymore.
Possible Causes & Resolutions:
Arrow buttons magnet belt up may be visible for a short time and pushed during start up of panel.
Delete of error message:
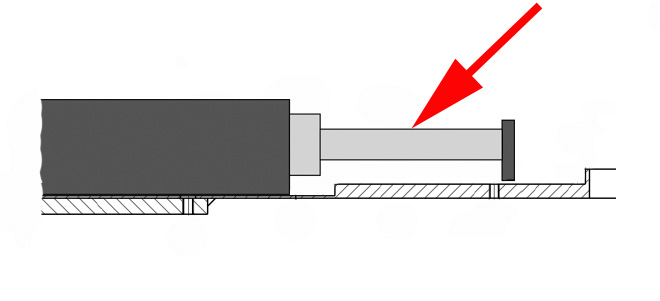
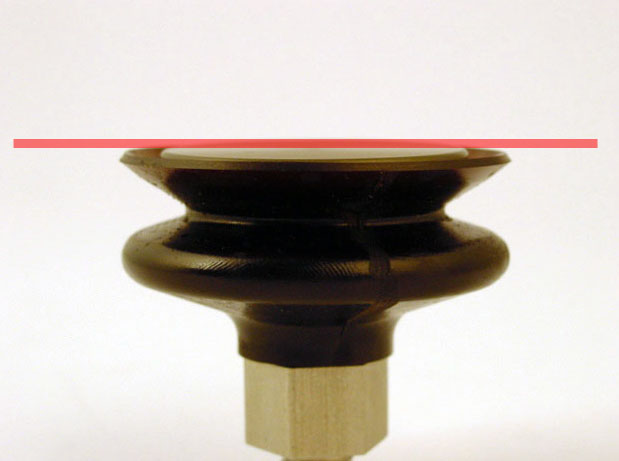
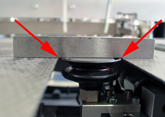
Note the adjustment of the clearance of the roller after the BIG8 monobloc cutting heads is ELEMENTARY to prevent bow cuts!
Check if the roller is not “tilted” (and thus one-sided “in the air”), refer also to manual of your slitter how to adjust the roller.
Possible causes:
Possible cause:
Possible causes:
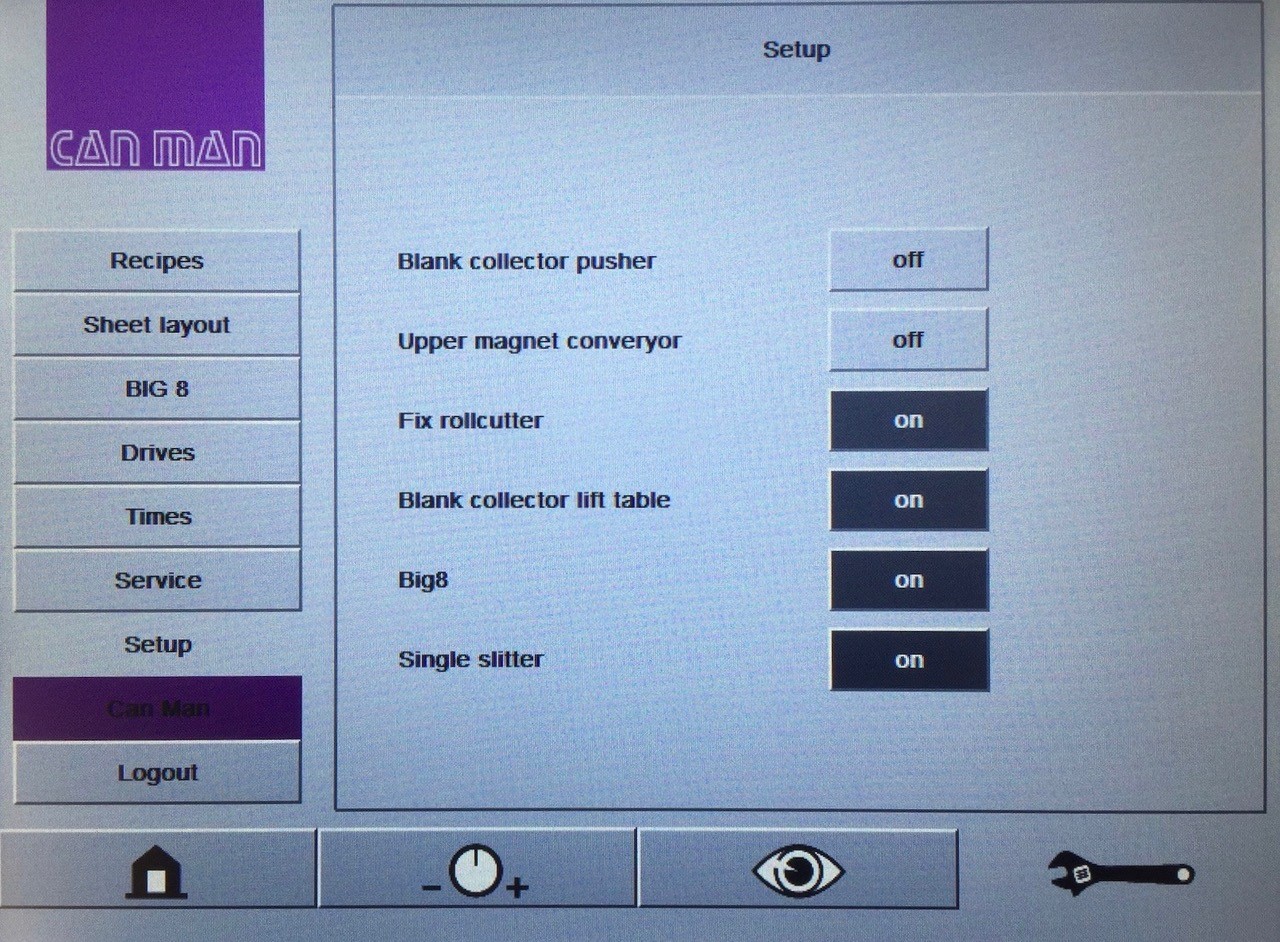
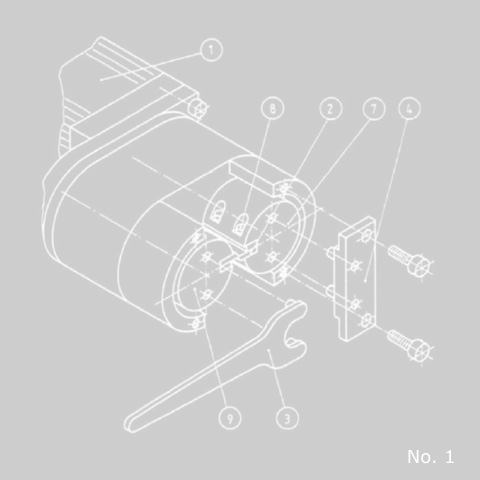
To remove the used cutting blades, two spherical clamp screws M6 (8) have to be loosened. The steps for the fitting of the fixing plate (4), which is part of the standard tools delivered with every slitter, are:
Important
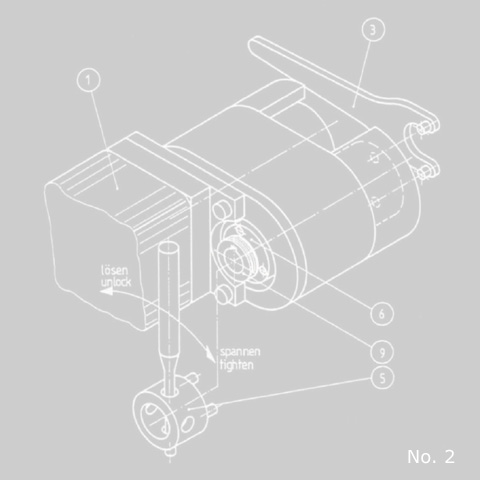
During the assembly of the new cutter blades (2) check that the ahead running blade is on the motor driven cutter shaft (7). See picture no. 3
Nobody should start the unit during the set up. The emergency button should be pressed down, the key-operated switch taken away from the slitter.
Non-compliance of this instruction will cause cutter blade damage or blocking of shafts.
Setting gauge for blank magazine
The setting gauge allows faster adjustment of the blank magazine. This file can be used as a template for individual manufacturing according to specific formats.
Possible causes:
NOTE: The SQM measuring device can only detect “angular” cutting errors!
Possible causes:
Possible causes:
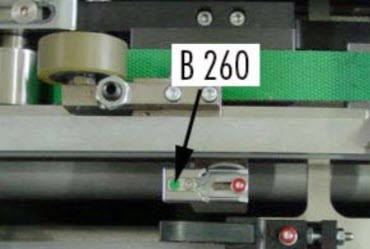
Check function of the reed sensors B256, B257, B258 and B259.
You can find them on the cylinders of the magnetic conveyor (Y125) and transport roll (Y124). Manually activate the two cylinders on the valve block and adjust the reed sensors if necessary.
Refer also to the pneumatic diagram here.
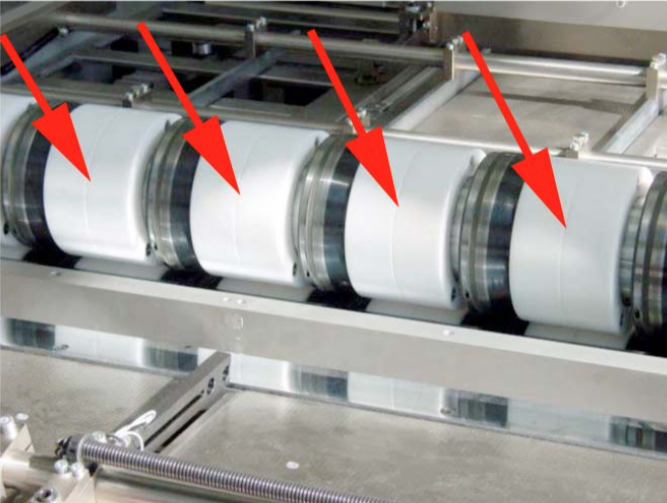
Check the transport rings on the knives: If the rubber is too small (due to heavy wear) conical or much bigger (if no original spares are in use) cutting tolerances can be negatively affected!

Make sure that enough support rings are mounted between the knives. They keep the sheet leveled. The thinner the sheets, the more important it is to keep them flat.
Make sure that all knives are well grinded.
NOTE:
You should regrind your cutters after approx. 3 mio. sheets.
Please check also Cutting results out of tolerance (standard knifes and BIG 8)
