Problem:
Possible Causes & Resolutions:
Problem:
Possible Causes & Resolutions:
Please follow the below instructions carefully:
Take off the lower weld roll, unplug the grey water tube ø 10 mm labeled with “àWR” directly at the flow switch S26, and blow into the tube with air pressure. Check the out-going air-pressure at the free hole in the lower weld arm (supply for lower weld roll). If the circuit is free, you feel an equal air pressure (like on the output of the air gun) on your finger tip. If you recently took off the lower weld arm, there might be a problem with one or both o-ring seals between arm and upper bus bar:
Please check them if needed !
Before re-connecting both grey tubes ø 10 mm, blow into one tube again by air-pressure, and feel the equal air-pressure on the other tube by your finger tip. If it’s ok, correctly connect both tubes again.
Work: Alignment of the roller head
IMPORTANT:
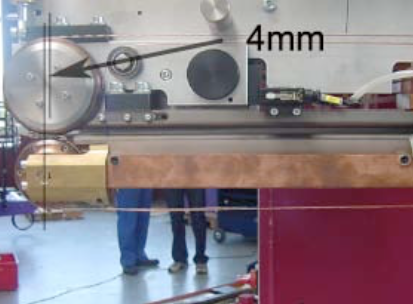
The center of the upper roller head must be approx. 4mm ahead of the center of lower roller head. This setting supports the achievement of accurate overlap during the welding process.
Procedure:
Switch off the air supply, the welding roller heads should touch each other.
Loose the chain tensioner.

Undo the 4 x M8 screws of the current band
Undo the 4 x M8 screws of the motor to reduce the tension of the timing belt.

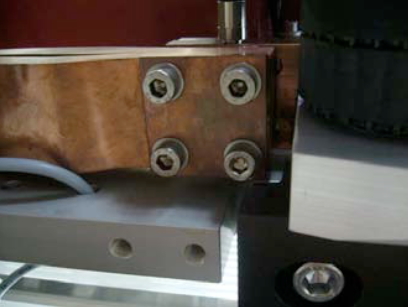
Undo the 2 x M8 screws of the oscillator to loose the connection to the welding pressure.

Undo the 2 x M12 screws of the oscillator.

Adjust the oscillator, in order to achieve the offset of 4 mm (see explanation in the first frame).
Tighten the oscillator.
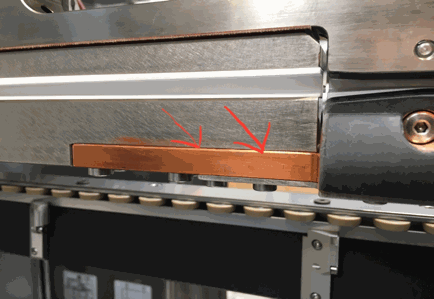
Question: Are both wires lined up accurately? If not, undo the oscillator once more to shift it slightly sideways.
IMPORTANT: Check if the welding roll touches the oscillator. If yes, adjust the welding roll sideways.
The remaining work is, to perform the reverse sequence of the procedure.
Machine basics:
– Overlap 6.0 mm
– Copper wire diameter 1.8 mm – Galvanized metals 0.7 mm
1. Maintenance:
1.1. Make sure the whole Z-bar area (also the inner part) is free of small swarfs, steel dust and other. This little dirt can reduce the function of several isolations, and the weld power starts to become uncontrolled! Sometimes more, sometimes less power could be the negative effect!
1.2. Run one or more metals without current, and feel any slight vibrations / acc – decelerations while moving forward!
2. First, basic adjustment:
2.1. Copper wire profile (width not thickness!) after the profiler must be between 2.20 – 2.25 mm. Use the delivered micro-meter to measure the copper wire, if needed adjust the profiler, see the manual.
2.2. Wire tension: On the main aluminium plate you see an air regulator. Set the pressure to 3.0 – 3.5 bar by turning the handle on top of air regulator. If the copper wire is running, the wire must be well tensioned. You can imagine, if the copper wire has a low tension, he likes to get welded with the metal. If the tension is to high, then the copper wire like to get stretched, and can break frequently.
2.3. Welding pressure: Close the welding wheels by turning the turn-switch on the panel. Near to the upper welding wheel you see a spring. Close to the spring you see an aluminium welding pressure. The lower end of the spring shows the value on the scale: Should be between 60 – 70 daN.
3. Second adjustment:
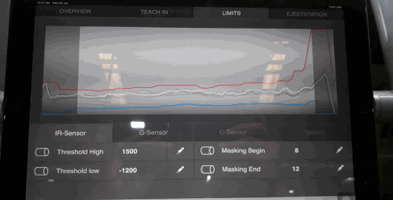
3.1. Start and end timing weld power: Both potentiometers should be zero. Weld a sample. Now you should have minimum 1 mm unwelded in the beginning / end. If not, adjust S63 and S64 until you see it. Now we are sure that the copper wire can not get damaged due to burned beginning / end!
3.2. Reduce weld power: Probably the weld power is to high. Reduce, and check if the welding is still enough, or the metals start to break off. Go back to origin value.
3.3. Increase welding pressure: Go up in 5 daN steps, and proof the metals. Target has to be, that the zinc – craters around the welded areas are getting reduced. This means that the metals got melted closer to their contact – point.
3.4. Increase weld speed: Turn the potentiometer 10 by 10 units (not over 30 for galvanized metals!), and weld some metals. Possibly you may adjust S63 and S64 again.
4. Others:
4.1. Two copper wires: If you can not get successful, use two copper wires (control also on the second wire the profile!), and weld some metals. If the wire breaks has stopped, send us more pictures of your last welded metals. Now you can continue your production, while we can rethink next steps to help you.
